GOST 5781 82 charakterystyka techniczna armatury. Walcówka we Władywostoku, handel hurtowy walcówką, blachą falistą
3.1. Stal zbrojeniowa przyjmowana jest w partiach składających się z profili o tej samej średnicy, jednej klasy z jednej kadzi wytopowej i wydawana z jednym dokumentem jakości.
Masa partii powinna wynosić do 70 ton.
Dopuszcza się zwiększenie masy wsadu do masy kadzi do topienia.
3. 2. Do każdej partii dołączony jest dokument jakości zgodny z GOST 7566-81 z dodatkowymi danymi:
numer profilu;
Klasa;
minimalna średnia wartość X i odchylenia standardowe S 0 w partii wartości σ T (σ 0,2) i σ B;
wyniki prób zginania na zimno;
wartości wydłużenia równomiernego dla stali klas A - IV (A600), A-V (800), A-VI (A1000).
3.3. Aby sprawdzić rozmiar i jakość powierzchni wybierz:
przy produkcji stali zbrojeniowej w prętach - co najmniej 5% partii;
w przypadku produkcji w motkach – po dwa motki z każdej partii.
3 4. Do sprawdzenia skład chemiczny próbki pobierane są zgodnie z GOST 7565-81.
Producent określa udział masowy aluminium okresowo, jednak nie rzadziej niż raz na kwartał.
3.5. Aby przetestować wytrzymałość na rozciąganie, zginanie i udarność, z partii wybiera się dwa pręty
W przypadku przedsiębiorstwa produkcyjnego odstęp między wybieraniem prętów musi wynosić co najmniej połowę czasu spędzonego na walcowaniu jednego rozmiaru profilu z jednej partii
3 6 W przypadku uzyskania niezadowalających wyników badań dla co najmniej jednego ze wskaźników, przeprowadza się powtórne badania zgodnie z GOST 7566-81.
4. Metody badań
4.1. Analizę chemiczną stali przeprowadza się zgodnie z GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 lub innymi metodami zapewniającymi wymagane dokładność.
4.2. Średnicę i owalność profili mierzy się w odległości co najmniej 150 mm od końca pręta lub w odległości co najmniej 1500 mm od końca pasma o masie pasma do 250 kg i co najmniej 3000 mm przy masie motka powyżej 250 kg.
4.3. Wymiary sprawdzane są za pomocą przyrządu pomiarowego o wymaganej dokładności.
4.4. Z każdego wybranego pręta wycina się jedną próbkę do badań wytrzymałości na rozciąganie, zginanie i udarność.
4,5. Pobieranie próbek do badań wytrzymałości na rozciąganie, zginanie i udarność przeprowadza się zgodnie z GOST 7564-73.
4.6. Próbę rozciągania przeprowadza się zgodnie z GOST 12004-81.
4.7. Próbę zginania przeprowadza się zgodnie z GOST 14019-80 na próbkach o przekroju równym przekrojowi pręta.
Dla prętów o średnicy powyżej 40 mm dopuszcza się badanie próbek wyciętych wzdłuż osi pręta na trzpieniu o średnicy zmniejszonej o połowę w stosunku do podanej w tabeli. 4, z siłą zginającą przyłożoną od strony nacięcia.
4.8. Oznaczanie udarności przeprowadza się zgodnie z GOST 9454-78 na próbkach za pomocą koncentratora typu U typu 3 dla prętów o średnicy 12-14 mm i próbek typu 1 dla prętów o średnicy 16 mm i większej. Próbki produkowane są zgodnie z wymaganiami GOST 9454-78.
4.9. Dopuszcza się stosowanie statystycznych i nieniszczących metod monitorowania właściwości mechanicznych i masy profili.
4.10. Krzywiznę prętów mierzy się na długości dostarczonego profilu, ale nie krótszej niż 1 m.
4.11. Wyznaczanie wskaźników statystycznych właściwości mechanicznych zgodnie z obowiązkowym Załącznikiem nr 2.
4.12. Jakość powierzchni sprawdzana jest bez użycia urządzeń powiększających.
4.13. Wysokość występów poprzecznych profilu okresowego należy mierzyć wzdłuż osi pionowej przekroju prętów zbrojeniowych.
5. Pakowanie, etykietowanie, transport i przechowywanie
5.1. Pakowanie, etykietowanie, transport i przechowywanie - zgodnie z GOST 7566-81 z dodatkami:
końcówki drążków wykonane ze stali niskostopowych klasa A-I V (A600) należy pomalować czerwoną farbą, klasa A-V- czerwony i zielony, klasa A-VI (A1000) - czerwony i niebieski. Dopuszcza się malowanie więzadeł w odległości 0,5 m od końców;
pręty pakowane są w wiązki o masie do 15 ton, wiązane drutem lub walcówką. Na życzenie konsumenta pręty pakowane są w wiązki o masie do 3 i 5 ton.
Na krawaty farbę nakłada się paskami o szerokości nie mniejszej niż 20 mm na powierzchni bocznej wokół obwodu (co najmniej 1/2 długości obwodu) w odległości nie większej niż 500 mm od końca.
Farbę nakłada się na pasma pasami o szerokości nie mniejszej niż 20 mm w poprzek zwojów po zewnętrznej stronie pasma.
W przypadku produktów nieopakowanych farbę nakłada się na powierzchnię końcową lub boczną w odległości nie większej niż 500 mm od końca.
Na etykiecie dołączonej do każdej wiązki prętów znajduje się przyjęte oznaczenie klasy stali zbrojeniowej (np. A-III) lub symbol klasy granicy plastyczności (A400).
Stal okrągła walcowana na gorąco o profilu gładkim i okresowym, przeznaczona do zbrojenia stali zwykłej i sprężonej konstrukcje żelbetowe(stal zbrojeniowa) jest produkowana zgodnie z GOST 5781-82.
KLASYFIKACJA I ASORTYMENT
W zależności od właściwości mechanicznych stal zbrojeniową dzieli się na klasy:
- AI (A240);
- A-II (A300);
- A-III (A400);
- A-IV (A600);
- AV (A800);
- A-VI (A1000).
Stal zbrojeniowa produkowana jest w prętach lub zwojach. Produkowana jest stal zbrojeniowa:
- klasa A-l(A240) - profil gładki;
- pozostałe zajęcia - profil okresowy.
Stal według wymagań klienta klasy A-I I (A300), A-III (A400), A-IV (A300) i A-V (A800) są gładkie.
Tabela 1. Numery profili, pola przekroju, ciężar 1 m długości stali zbrojeniowej o profilu gładkim i okresowym (GOST 5781-82)
| Numer profilu | Waga 1 m, kg | Numer profilu | Pole przekroju poprzecznego, cm2 | Waga 1 m, kg | |
|---|---|---|---|---|---|
| 6 | 0,283 | 0,222 | 28 | 6,160 | 4,830 |
| 8 | 0,503 | 0,395 | 32 | 8,040 | 6,310 |
| 10 | 0,785 | 0,617 | 36 | 10,180 | 7,990 |
| 12 | 1,131 | 0,888 | 40 | 12,570 | 9,870 |
| 14 | 1,540 | 1,210 | 45 | 15,000 | 12,480 |
| 16 | 2,010 | 1,580 | 50 | 19,630 | 15,410 |
| 18 | 2,540 | 2,000 | 55 | 23,760 | 18,650 |
| 20 | 3,140 | 2,470 | 60 | 28,270 | 22,190 |
| 22 | 3,800 | 2,980 | 70 | 38,480 | 30,210 |
| 25 | 4,910 | 3,850 | 80 | 50,270 | 39,460 |
Notatki
Ciężar 1 m profilu obliczany jest na podstawie wymiarów nominalnych przy gęstości stali 7,85 g/cm3.
Prawdopodobieństwo dostarczenia masy 1 m musi wynosić co najmniej 0,9.
Średnice nominalne profili okresowych muszą odpowiadać średnicom nominalnym profili gładkich o jednakowym polu przekroju poprzecznego.
Ogranicz odchyleniaŚrednica gładkich profili musi być zgodna z GOST 2590 dla normalnej dokładności walcowania.
Stal do zbrojenia profili okresowych to profil okrągły z dwoma podłużnymi żebrami i występami poprzecznymi biegnącymi wzdłuż trójskokowej spirali. Dla profili o średnicy 6 mm dopuszczalne są występy biegnące po linii śrubowej jednozwojowej, a dla średnicy 8 mm - po linii śrubowej podwójnego startu.
Stal zbrojeniowa klasy A-II (A300), produkowana w wykonaniu konwencjonalnym, o profilu pokazanym na ryc. 1a oraz specjalnego przeznaczenia Ac-II (Ac300) o profilu pokazanym na ryc. 2a, muszą mieć występy biegnące po liniach śrubowych z takim samym podejściem po obu stronach profilu.
Stal klasy A-III (A400), produkowana z profilem pokazanym na rys. 1b oraz klasy A-IV (A600), A-V (A800), A-VI (A1000) o profilu pokazanym na ryc. 1b, 2b, powinny posiadać występy wzdłuż linii śrubowych, które mają po jednej stronie profilu wejścia prawe, a po drugiej stronie lewe.
Specjalna stal zbrojeniowa klasy Ac-II (Ac300) wykonywana jest z profili pokazanych na rys. 1a lub 2a. Profil pokazany na rys. 2a, do celów specjalnych, jest wytwarzany w drodze porozumienia między producentem a konsumentem. Kształt i wymiary profili pokazane na rys. 2a i 2b można określić.
Tabela 2. Wymiary stali zbrojeniowej pokazane na rys. 1 a, b (GOST 5781-82)
| d, mm | d-|, mm | Numer profilu (średnica nominalna d H), mm | d, mm | d-|, mm | ||
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
Wzmacnianie stali klasy A-l(A240) i A-II (A300) o średnicy do 12 mm oraz klasy A-III (A400) o średnicy do 10 mm włącznie, produkowane są w kręgach lub prętach, większe średnice - w prętach.
Stal zbrojeniowa klas A-IV (A600), A-V (A800) i A-VI (A1000) wszystkich rozmiarów produkowana jest w prętach o średnicy 6 i 8 mm, produkowanych w kręgach po uzgodnieniu między producentem a konsumentem .
Pręty produkowane są o długości od 6 do 12 m:
- zmierzona długość;
- długość mierzona z odcinkami niezmierzonymi – długość co najmniej 2 m, nie więcej niż 15% masy partii;
- o niezmierzonej długości.
W partii prętów o niezmierzonej długości dopuszcza się obecność prętów o długości od 3 do 6 m, nie więcej niż 7% masy partii.
Tabela 3. Wymiary stali zbrojeniowej pokazane na rys. 2 a, b (GOST 5781-82)
| Numer profilu (średnica nominalna d H), mm | d, mm | d 1, mm | Numer profilu (średnica nominalna d H), mm | d, mm | d, mm | |
|---|---|---|---|---|---|---|
| 6 | 5,75 | 6,75 | 28 | 26,50 | 30,50 | |
| 8 | 7,50 | 9,00 | 32 | 30,50 | 34,50 | |
| 10 | 9,30 | 11,30 | 36 | 34,50 | 39,50 | |
| 12 | 11,00 | 13,50 | 40 | 38,50 | 43,50 | |
| 14 | 13,00 | 15,50 | 45 | 43,00 | 49,00 | |
| 16 | 15,00 | 18,00 | 50 | 48,00 | 54,00 | |
| 18 | 17,00 | 20,00 | 55 | 53,00 | 59,00 | |
| 20 | 19,00 | 22,00 | 60 | 58,00 | 64,00 | |
| 22 | 21,00 | 24,00 | 70 | 68,00 | 74,00 | |
| 25 | 24,00 | 27,00 | 80 | 77,50 | 83,50 |
Tabela 4. Gatunki stali niskostopowej i węglowej stosowane do produkcji okuć (GOST 5781-82)
| Klasa stali zbrojeniowej | Średnica profilu, mm | gatunek stali |
|---|---|---|
| A–l (A240) | 6-40 | StZkp, StZps, StZsp |
| A-LI (A300) | 10-40 40-80 | St5sp, St5ps 18G2S |
| Ac-II (Ac300) | 10-32 (36-40) | 10GT |
| A-III (A400) | 6-40 6-22 | 35GS, 25G2S, 32G2Rps |
| A-IV (A600) | 10-18 (6-8) | 80C |
| 10-32 (36-40) | 20ХГ2Ц | |
| AV (A800) | (6-8) 10-32 (36-40) | 23Х2Г2Т |
| A-VI (A1000) | 10-22 | 22X2G2AYU, 22X2G2R, 20X2G2SR |
Notatki
Dozwolona jest produkcja stali zbrojeniowej klasa A-V(A800) ze stali gatunków 22Kh2G2AYU, 22Kh2G2R i 20Kh2G2SR.
Wymiary podane w nawiasach są produkowane w drodze porozumienia pomiędzy producentem a konsumentem.
Stal zbrojeniowa klas A-l (A240), A-II (A300), A-III (A400), A-IV (A600) produkowana jest metodą walcowania na gorąco, klasa A-V (A800) - z odpuszczaniem w niskiej temperaturze, klasa A -VI (A1000) - z odpuszczaniem niskotemperaturowym lub obróbką termomechaniczną w przepływie walcarki.
Dopuszczalne jest nie przeprowadzanie odpuszczania stali w niskiej temperaturze klasy A-V(A800) i A-VI (A1000) pod warunkiem uzyskania wydłużenia względnego co najmniej 9% i równomiernego wydłużenia co najmniej 2% podczas badania w ciągu 12 godzin po walcowaniu.
PRZYKŁADY KONWENCJI
Stal zbrojeniowa o średnicy 20 mm, klasa A-II (A300):
20-A-II GOST 5781-82
Stal zbrojeniowa o średnicy 18 mm w klasie A-l (A240):
18-A-I GOST 5781-82
Notatka.
W oznaczeniu prętów klasy A-II (A300) do celów specjalnych dodaje się indeks „c”: Ac-II (Ac300).
GOST 5781-82
STANDARD MIĘDZYPAŃSTWOWY
STAL WALCOWANA NA GORĄCO
DO WZMOCNIENIA
WZMOCNIONE KONSTRUKCJE BETONOWE
WARUNKI TECHNICZNE
Data wprowadzenia 01.07.83
Niniejsza norma dotyczy stali okrągłej walcowanej na gorąco o profilach gładkich i okresowych, przeznaczonej do wzmacniania konstrukcji żelbetowych zwykłych i sprężonych (stal zbrojeniowa).
Jeśli chodzi o normy dotyczące składu chemicznego stali niskostopowych, norma ma zastosowanie również do wlewków, nalewek i kęsów.
1. KLASYFIKACJA I ASORTYMENT
1.1. W zależności od właściwości mechanicznych stal zbrojeniową dzieli się na klasy A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Stal zbrojeniowa produkowana jest w prętach lub zwojach. Stal zbrojeniowa klasy A-I (A240) jest gładka, klasy A-II (A300), A-III (A400), A-IV (A600), A-V (A800) i A-VI (A1000) - profil okresowy.
Na życzenie konsumenta stal klas A-II (A300), A-III (A400), A-IV (A600) i A-V (A800) jest gładka.
1.1, 1.2. (Wydanie zmienione, zmiana nr 5).
1.3. Numery profili, pola przekroju poprzecznego, ciężar 1 m długości stali zbrojeniowej dla profili gładkich i okresowych, a także maksymalne odchyłki mas dla profili okresowych muszą odpowiadać podanym w tabeli. 1.
Tabela 1
| Numer profilu (nominalna średnica pręta d n) |
Obszar krzyżowy przekrój pręta, cm 2 |
Waga 1 m profilu | |
| Teoretyczny; kg | Limit odchyleń,% | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. Średnice nominalne profili okresowych muszą odpowiadać średnicom nominalnym profili gładkich o jednakowym polu przekroju poprzecznego.
1,5. Masę 1 m profilu oblicza się na podstawie wymiarów nominalnych przy gęstości stali równej 7,85 × 10 3 kg/m 3. Prawdopodobieństwo dostarczenia masy 1 m musi wynosić co najmniej 0,9.
(Wydanie zmienione, zmiana nr 3).
1.6. Maksymalne odchylenia średnicy gładkich profili muszą być zgodne z GOST 2590 dla normalnej dokładności walcowania.
1.7. Stal do zbrojenia profili okresowych to profil okrągły z dwoma podłużnymi żebrami i występami poprzecznymi biegnącymi wzdłuż trójskokowej spirali. Dla profili o średnicy 6 mm dopuszczalne są występy biegnące po linii śrubowej jednozwojowej, a dla średnicy 8 mm - po linii śrubowej dwuzwojowej.
1.8. Stal zbrojeniowa klasy A-II (A300), produkowana w konstrukcji konwencjonalnej, o profilu pokazanym na ryc. 1 A oraz profil specjalnego przeznaczenia Ac-II (Ac300) pokazany na ryc. 2 A, musi mieć występy biegnące po liniach śrubowych z takim samym podejściem po obu stronach profilu.
Stal klasy A-III (A400), produkowana z profilem pokazanym na rys. 1 B oraz klas A-IV (A600), A-V (A800), A-VI (A1000) o profilu pokazanym na ryc. 1 B, 2B, musi mieć występy wzdłuż linii śrubowych, które mają prawe wejścia po jednej stronie profilu i lewe wejścia po drugiej stronie.


Stal zbrojeniową specjalnego przeznaczenia klasy Ac-II (Ac300) wykonuje się z profili pokazanych na rys. 1 A lub 2 A.
Profil pokazany na rys. 2 A do celów specjalnych produkowane są na podstawie porozumienia pomiędzy producentem a konsumentem. Kształt i wymiary profili pokazane na rys. 2 A, B, można określić.
1.9. Wymiary i maksymalne odchyłki wymiarów stali zbrojeniowej o profilu okresowym, wyprodukowanej według rysunku. 1 A, B, muszą odpowiadać podanym w tabeli. 2, ale cholera. 2 A, B- podane w tabeli. 3.
Tabela 2
Wymiary, mm
| Numer profilu (średnica nominalna d n) | D | H | d 1 | godz. 1 | l | B | B 1 | R | ||
| Nie m. | Poprzednia wyłączony | Nie m. | Poprzednia wyłączony | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ±0,5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ±1,0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| Notatka. Na życzenie konsumenta maksymalne odchyłki wymiarowe d 1 nie powinna przekraczać maksymalnych odchyleń D plus podwójne maksymalne odchylenia H. | ||||||||||
Tabela 3
Wymiary, mm
| Numer profilu (średnica nominalna D N) | D | H | D 1 | H 1 | H R | H B | T | B | B 1 | R 1 | A | ||
| Nie m. | Poprzednia wyłączony | Nie m. | Poprzednia wyłączony | ||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. Przemieszczenia względne śrubowych występów po bokach profilu, oddzielonych podłużnymi żebrami, nie są znormalizowane.
Wymiary, dla których nie ustalono maksymalnych odchyleń, podane są dla konstrukcji kalibru i nie są sprawdzane na gotowym profilu.
1.11. Owalność profili gładkich (różnica największej i najmniejszej średnicy w jednym przekroju) nie powinna przekraczać sumy plus i minus maksymalnych odchyleń średnicy.
1.9 — 1.11. (Wydanie zmienione, zmiana nr 3).
1.12. Stal zbrojeniowa klas A-I (A240) i A-II (A300) o średnicy do 12 mm i klasy A-III (A-400) o średnicy do 10 mm włącznie. produkowane w kręgach lub prętach, duże średnice - w prętach. Stal zbrojeniowa klas A-IV (A600), A-V (A800) i A-VI (A1000) wszystkich rozmiarów produkowana jest w prętach o średnicy 6 i 8 mm - po uzgodnieniu między producentem a konsumentem, w zwojach.
1.13. Pręty produkowane są o długości od 6 do 12 m:
— zmierzona długość;
- długość mierzona z odcinkami niezmierzonymi o długości co najmniej 2 m, nie więcej niż 15% masy partii;
- o niezmierzonej długości.
W partii prętów o niezmierzonej długości dopuszcza się obecność prętów o długości od 3 do 6 i nie więcej niż 7% masy partii.
W drodze porozumienia między producentem a konsumentem dopuszcza się produkcję prętów o długości od 5 do 25 m.
1.14. Maksymalne odchyłki na długości prętów pomiarowych muszą odpowiadać podanym w tabeli. 4.
Tabela 4
Pręty o wysokiej precyzji produkowane są według wymagań klienta.
1,15. Krzywizna prętów nie powinna przekraczać 0,6% mierzonej długości.
Przykłady symboli
Stal zbrojeniowa o średnicy 20 mm, klasa A-II (A300):
20-A-II GOST 5781-82
To samo, o średnicy 18 mm, klasa A-I (A240):
18-A-I GOST 5781-82
Do oznaczenia prętów klasy A-II (A300) do celów specjalnych dodaje się indeks „c”: Ac-II (Ac300).
(Wydanie zmienione, zmiana nr 4).
2. WYMAGANIA TECHNICZNE
2.1. Stal zbrojeniowa produkowana jest zgodnie z wymaganiami niniejszej normy, zgodnie z zatwierdzonymi przepisami technologicznymi w określony sposób.
2.2. Stal zbrojeniowa wykonywana jest ze stali węglowej i niskostopowej gatunków wskazanych w tabeli. 5. Gatunek stali Konsument wskazuje w zamówieniu. Jeżeli nie ma wskazania, gatunek stali określa producent. W przypadku prętów klasy A-IV (A600) gatunki stali ustalane są w drodze porozumienia między producentem a konsumentem.
Tabela 5
| Klasa stali zbrojeniowej | Średnica profilu, mm | gatunek stali |
| AI (A240) | 6-40 | St3kp, St3ps, St3sp |
| A-II (A300) | 10-40 | St5sp, St5ps |
| 40-80 | 1NG2S | |
| Ac-II (Ac300) | 10-32 | 10GT |
| (36-40) | ||
| A-III (A400) | 6-40 | 35GS, 25G2S |
| 6-22 | 32G2Rps | |
| A-IV (A600) | 10-18 | 80C |
| (6-8) | ||
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| AV (A800) | (6-8) | 23Х2Г2Т |
| 10-32 | ||
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22Kh2G2AYu, 22Kh2G2R, 20Kh2G2SR |
Uwagi:
- Dozwolona jest produkcja stali zbrojeniowej klasy A-V (A800). Wykonane ze stali gatunków 22Kh2G2AYU, 22Kh2G2R i 20Kh2G2SR.
- Wymiary podane w nawiasach są produkowane w drodze porozumienia pomiędzy producentem a konsumentem.
(Wydanie zmienione, zmiana nr 3, 4).
2.3. Skład chemiczny wzmacniającej stali węglowej musi być zgodny z GOST 380, stal niskostopowa - zgodnie z normami podanymi w tabeli. 6.
Tabela 6
| gatunek stali | Udział masowy pierwiastków,% | ||||||||||
| Węgiel | Mangan | Krzem | Chrom | Tytan | Cyrkon | Aluminium | Nikiel | Siarka | Fosfor | Miedź | |
| już nie | |||||||||||
| 10GT | Nie więcej niż 0,13 | 1,00 — 1,40 | 0,45 — 0,65 | Nie więcej niż 0,30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18G2S | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32G2Rps | 0,28 — 0,37 | 1,30 — 1,75 | Nie więcej niż 0,17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35GS | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25G2S | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20ХГ2Ц | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | Nie więcej niż 0,30 | 0,015-0,040 | — | 0,040 | ||||
| 23Х2Г2Т | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22Х2Г2АУ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22Х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20X2G2SR | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. W gatunku stali 20ХГ2Ц dopuszczalne jest podwyższenie ułamek masowy chromu do 1,7% i zastąpienie cyrkonu 0,02 – 0,08% tytanu. W gatunku stali 23Х2Г2Т dopuszcza się zastąpienie tytanu 0,05 - 0,10% cyrkonu. W tym przypadku w oznaczeniu stali gatunku 20KhG2Ts zamiast litery C stosuje się literę T, a gatunek stali 23Kh2G2T oznaczono literą T zamiast litery T.
W gatunku stali 32G2Rps aluminium można zastąpić tytanem lub cyrkonem w równych jednostkach.
2.3.2. Udział masowy azotu w stali gatunku 22Х2Г2АУ powinien wynosić 0,015 - 0,030%, udział masowy azotu resztkowego w stali gatunku 10GT nie powinien przekraczać 0,008%.
2.3.3. Udział masowy boru w gatunkach stali 22Kh2G2R, 20Kh2G2SR i 32G2Rps powinien wynosić 0,001 - 0,007%. W gatunku stali 22Х2Г2АУ dozwolony jest dodatek 0,001 - 0,008% boru.
2.3.4. Dopuszcza się dodatek tytanu do stali gatunków 18G2S, 25G2S, 35GS w przeliczeniu na jego udział masowy w gotowych wyrobach walcowanych 0,01 - 0,03%, do stali gatunku 35GS w przeliczeniu na udział masowy w gotowych wyrobach walcowanych produkowanych w kręgach 0,01 - 0,06% .
2.4. Odchylenia w składzie chemicznym gotowych wyrobów walcowanych ze stali węglowych - według GOST 380, ze stali niskostopowych, pod warunkiem zachowania norm właściwości mechanicznych - zgodnie z tabelą. 7. Minusowe odchylenia w zawartości pierwiastków (z wyjątkiem tytanu i cyrkonu oraz dla stali gatunku 20Kh2G2SR - krzemu) nie są ograniczone.
Tabela 7
| Element | Poprzednia wyłączony, % | Element | Poprzednia wyłączony, % |
| Węgiel | +0,020 | Siarka | +0,005 |
| Krzem | +0,050 | Fosfor | +0,005 |
| Mangan | +0,100 | Cyrkon | |
| Chrom | +0,050 | ||
| Miedź | +0,050 | Tytan | ±0,010 |
| Notatka. Po uzgodnieniu pomiędzy producentem a konsumentem stal może być produkowana z innymi odchyleniami w zawartości chromu, krzemu i manganu. | |||
(Wydanie zmienione, zmiana nr 3).
2.5. Stal zbrojeniowa klas A-I (A240), A-II (A300), A-III (A400), A-IV (A600) jest walcowana na gorąco, klasa A-V (A800) - z odpuszczaniem w niskiej temperaturze, klasa A- VI (A1000) – z odpuszczaniem niskotemperaturowym lub obróbką termomechaniczną w przepływie walcarki.
Dopuszcza się nie przeprowadzanie odpuszczania w niskiej temperaturze stali klas A-V (A800) i A-VI (A1000) pod warunkiem, że po badaniu w ciągu 12 lat uzyska się wydłużenie względne co najmniej 9% i równomierne wydłużenie co najmniej 2%. godziny po rolowaniu.
2.6. Właściwości mechaniczne stali zbrojeniowej muszą odpowiadać normom określonym w tabeli. 8.
Tabela 8
| Klasa stali zbrojeniowej | Granica plastyczności σ t | Tymczasowa wytrzymałość na rozciąganie σ in | Wydłużenie względne δ5,% | Równomierne wydłużenie d r,% | Udarność w temperaturze -60°C | Test zginania i na zimno ( Z- grubość trzpienia, D- średnica pręta) | ||||
| N/mm2 | kgf/mm2 | N/mm2 | kgf/mm2 | MJ/m2 | kgf×m/cm2 | |||||
| Nie mniej | ||||||||||
| AI (A240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180°; C = D | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | 180°; Z = 3D | ||||
| Ac-II (Ac300) | 441 | 45 | 25 | 0,5 | 5 | 180°; C = D | ||||
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | — | — | 90°; Z = 3D | ||
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | 45°; Z = 5D | |||
| AV (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | |||||
|
Uwagi: 1. W drodze porozumienia między producentem a konsumentem niedopuszczalne jest badanie udarności stali zbrojeniowej klasy Ac-II. 2. (Skreślony, zmiana nr 3). 3. Dla stali zbrojeniowej klasy A-IV o średnicy 18 mm, stali gatunku 80C, prędkość gięcia na zimno ustala się na co najmniej 30°. 4. Do stali zbrojeniowej klasy A-I (A240) o średnicy powyżej 20 mm przy gięciu na zimno 180° Z = 2D, klasa A-II (A300) o średnicy St. 20 mm Z = 4D. 5. W nawiasach podano symbole granicy plastyczności. |
||||||||||
(Wydanie zmienione, zmiany nr 1, 3, 5).
Do stali klasy A-II (A300) o średnicy St. 40 mm, dopuszcza się zmniejszenie wydłużenia względnego o 0,25% na każdy milimetr wzrostu średnicy, nie więcej jednak niż 3%.
Dla stali klasy Ac-II (Ac300) dopuszczalne jest zmniejszenie wytrzymałości na rozciąganie do 426 MPa (43,5 kgf/mm 2) przy wydłużeniu względnym: δ 5 30% lub więcej.
Dla stali gatunku 25G2S klasy A-III (A400) dopuszczalne jest zmniejszenie wytrzymałości na rozciąganie do 560 MPa (57 kgf/mm2) przy granicy plastyczności co najmniej 405 MPa (41 kgf/mm2) i wydłużeniu względnym δ5 co najmniej 20%.
2.7. Statystyczne wskaźniki właściwości mechanicznych prętów zbrojeniowych o profilu okresowym muszą odpowiadać Załącznikowi 1, przy zwiększonej jednorodności właściwości mechanicznych - Załącznikowi 1 i Tabeli. 9.
Prawdopodobieństwo osiągnięcia właściwości mechanicznych podano w tabeli. 8, musi wynosić co najmniej 0,95.
(Wydanie zmienione, zmiana nr 3).
2.8. Na powierzchni profilu, łącznie z powierzchnią przetłoczeń i występów, nie powinno być żadnych pęknięć walcowanych, naprężeniowych, wad, folii walcowanych ani zachodów słońca.
Dopuszczalne są drobne uszkodzenia żeber i występów w ilości nie większej niż trzy na 1 m długości, a także drobna rdza, pojedyncze plamy od walcowania, odciski, zapadnięcia, ślady rozwijających się pęcherzyków, marszczenia i łuszczenia się w obrębie dopuszczalne odchylenia wielkości.
(Wydanie zmienione, zmiana nr 2).
2.9. Spawalność stali zbrojeniowej wszystkich gatunków, z wyjątkiem 80C, zapewnia skład chemiczny i technologia produkcji.
2.10. Odpowiednik węgla ![]() dla zbrojenia pręta spawanego wykonanego ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
dla zbrojenia pręta spawanego wykonanego ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
(Wprowadzono dodatkowo zmianę nr 5).
Tabela 9
| Klasa stali zbrojeniowej | Numer profilu | S | S 0 | ||||||
| Dla σ t (σ 0,2) | Dla σ in | Dla σ t (σ 0,2) | Dla σ in | Dla σ t (σ 0,2) | Dla σ in | Dla σ t (σ 0,2) | Dla σ in | ||
| MPa (kgf/mm2) | MPa (kgf/mm2) | ||||||||
| Już nie | |||||||||
| A-II (A300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (A400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (A600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| AV (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (A1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
|
Uwagi: 1. S— odchylenie standardowe w ogólnej populacji testów; S 0 - odchylenie standardowe wsadu topiącego; — średnia wartość w populacji testów; — minimalna średnia wartość w procesie wytapiania wsadowego. 2. Dla stali zbrojeniowej w kręgach o średnicy 6 i 8 mm dopuszcza się podwyższenie norm S I S 0 do 4,9 MPa (0,5 kgf/mm2). 3. (Skreślony, zmiana nr 5). |
|||||||||
3. ZASADY AKCEPTOWANIA
3.1. Stal zbrojeniowa przyjmowana jest w partiach składających się z profili o tej samej średnicy, jednej klasy, jednej kadzi wytopowej i wydawana z jednym dokumentem jakości.
Masa partii powinna wynosić do 70 ton.
Dopuszcza się zwiększenie masy wsadu do masy kadzi do topienia.
3.2. Do każdej partii dołączony jest dokument jakości zgodny z GOST 7566 z dodatkowymi danymi:
— numer profilu;
— minimalna wartość średnia i odchylenia standardowe S 0 w partii wartości σ t (σ 0,2) i σ in;
— wyniki prób zginania na zimno;
- wartości wydłużenia równomiernego dla stali klas A-IV (A600), A-V (A800), A-VI (A1000).
3.3. Aby sprawdzić rozmiar i jakość powierzchni wybierz:
— w produkcji stali zbrojeniowej w prętach — co najmniej 5% partii;
- podczas produkcji i motków - po dwa motki z każdej partii.
(Wydanie zmienione, zmiana nr 3).
3.4. Aby sprawdzić skład chemiczny, pobiera się próbki zgodnie z GOST 7565.
Producent określa udział masowy aluminium okresowo, jednak nie rzadziej niż raz na kwartał.
3.5. Aby przetestować wytrzymałość na rozciąganie, zginanie i udarność, z partii wybiera się dwa pręty.
Dla producenta odstęp między doborem prętów musi wynosić co najmniej połowę czasu spędzonego na walcowaniu jednego rozmiaru profilu z jednej partii.
(Wydanie zmienione, zmiana nr 3).
3.6. W przypadku uzyskania niezadowalających wyników badań dla co najmniej jednego ze wskaźników, przeprowadza się powtarzane badania zgodnie z GOST 7566.
4. METODY BADAŃ
4.1 Analizę chemiczną stali przeprowadza się zgodnie z GOST 12344, GOST 12348, GOST 12350, GOST 12352, GOST 12355, GOST 12356, GOST 18895 lub innymi metodami zapewniającymi wymaganą dokładność.
4.2. Średnicę i owalność profili mierzy się w odległości co najmniej 150 mm od końca pręta lub w odległości co najmniej 1500 mm od końca pasma o masie pasma do 250 kg i co najmniej 3000 mm przy masie motka powyżej 250 kg.
4.3. Wymiary sprawdzane są za pomocą przyrządu pomiarowego o wymaganej dokładności.
4.4. Z każdego wybranego pręta wycina się jedną próbkę do badań wytrzymałości na rozciąganie, zginanie i udarność.
4,5. Pobieranie próbek do badania wytrzymałości na rozciąganie, zginanie i udarność przeprowadza się zgodnie z GOST 7564.
4.6. Próbę rozciągania przeprowadza się zgodnie z GOST 12004.
4.7. Próbę zginania przeprowadza się zgodnie z GOST 14019 na próbkach o przekroju równym przekrojowi pręta.
Dla prętów o średnicy powyżej 40 mm dopuszcza się badanie próbek wyciętych wzdłuż osi pręta na trzpieniu o średnicy zmniejszonej o połowę w stosunku do podanej w tabeli. 4, z siłą zginającą przyłożoną od strony nacięcia.
4.8. Oznaczanie udarności przeprowadza się zgodnie z GOST 9454 na próbkach za pomocą koncentratora typu U typu 3 dla prętów o średnicy 12–14 mm i próbek typu 1 dla prętów o średnicy 16 mm i większej. Próbki produkowane są zgodnie z wymaganiami GOST 9454.
4.9. Dopuszcza się stosowanie statystycznych i nieniszczących metod monitorowania właściwości mechanicznych i masy profili.
4.10. Krzywiznę prętów mierzy się na długości dostarczonego profilu, ale nie krótszej niż 1 m.
4.11. Wyznaczanie wskaźników statystycznych właściwości mechanicznych zgodnie z obowiązkowym Załącznikiem nr 2.
4.12. Jakość powierzchni sprawdzana jest bez użycia urządzeń powiększających.
4.10 — 4.12. (Wprowadzono dodatkowo zmianę nr 3).
4.13. Wysokość występów poprzecznych profilu okresowego należy mierzyć wzdłuż osi pionowej przekroju prętów zbrojeniowych.
(Wprowadzono dodatkowo zmianę nr 4).
5. PAKOWANIE, ETYKIETOWANIE, TRANSPORT I MAGAZYNOWANIE
5.1. Pakowanie, etykietowanie, transport i przechowywanie - zgodnie z GOST 7566 z następującymi dodatkami:
— końcówki prętów wykonane ze stali niskostopowych klasy A-IV (A600) należy pomalować farbą w kolorze czerwonym, klasy A-V - czerwono-zieloną, klasy A-VI (A1000) - czerwoną i niebieską. Dopuszcza się malowanie więzadeł w odległości 0,5 m od końców;
— pręty pakowane są w wiązki o masie do 15 ton, wiązane drutem lub walcówką. Na życzenie konsumenta pręty pakowane są w wiązki o masie do 3 i 5 ton;
Na ściągach farbę nakłada się paskami o szerokości nie mniejszej niż 20 mm na powierzchni bocznej wokół obwodu (co najmniej 1/2 długości obwodu) w odległości nie większej niż 500 mm od końca.
Farbę nakłada się na pasma pasami o szerokości nie mniejszej niż 20 mm w poprzek zwojów po zewnętrznej stronie pasma.
W przypadku produktów nieopakowanych farbę nakłada się na powierzchnię końcową lub boczną w odległości nie większej niż 500 mm od końca.
Na etykiecie dołączonej do każdej wiązki prętów znajduje się przyjęte oznaczenie klasy stali zbrojeniowej (np. A-III) lub symbol klasy granicy plastyczności (A400).
(Wydanie zmienione, zmiana nr 3, 5).
ANEKS 1
Obowiązkowy
WYMAGANIA DLA STATYSTYCZNYCH WSKAŹNIKÓW WŁAŚCIWOŚCI MECHANICZNYCH
≥ XI b p + T × S;
> 0,9XI b p + 3 S 0 ;
≥XI b p,
Gdzie Xip— wartości odrzucenia σ in, σ 0,2, wskazane w tabeli. 8 tej normy;
T— wartość kwantyla równa 2 dla klas A-II (A300) i A-III (A400) oraz 1,64 dla klas A-IV (A600), A-V (A800) i A-VI (A 1000).
- Kontrola jakości wskaźników właściwości mechanicznych wyrobów w zakładzie produkcyjnym
2.1. Wymagane wskaźniki jakości profili są zapewnione poprzez zgodność z technologią produkcji i kontrolowane poprzez badania zgodnie z wymaganiami punktu 3.5, paragrafy. 4,4 - 4,8.
2.2. Ilości , , S I S 0 zainstalowany zgodnie z wynikami badań i postanowieniami Załącznika 2.
- Kontrola jakości wskaźników właściwości mechanicznych produktów w przedsiębiorstwie konsumenckim
3.1. Konsument, jeżeli posiada dokument jakości na produkty najwyższej kategorii jakościowej, nie może badać właściwości mechanicznych.
3.2. W przypadku konieczności sprawdzenia właściwości mechanicznych każdej partii bada się sześć próbek pobranych z różnych worków lub motków i o różnych profilach i na podstawie wyników sprawdza się spełnienie warunków
![]()
![]()
gdzie jest średnią wartością właściwości mechanicznych na podstawie wyników badań sześciu próbek;
X min to minimalna wartość wyników badań sześciu próbek.
3.3. Minimalne wartości wydłużenia względnego δ 5 i wydłużenia równomiernego δ r nie mogą być mniejsze niż wartości podane w tabeli. 8.
(Wydanie zmienione, zmiana nr 3).
ZAŁĄCZNIK 2
Obowiązkowy
METODOLOGIA
wyznaczanie wskaźników statystycznych charakterystyk wytrzymałościowych właściwości mechanicznych
stal walcowana na gorąco do wzmacniania konstrukcji żelbetowych
Technikę tę stosuje się do walcowanych na gorąco, chłodzonych przyspieszająco, wzmacnianych termomechanicznie i termicznie walcowanych profili okresowych, wykonanych w zwojach lub prętach.
Technika ta służy do oceny niezawodności właściwości mechanicznych każdej partii wytopu i stali jako całości oraz do kontroli stabilności procesu technologicznego.
- Do określenia statystycznych wskaźników właściwości mechanicznych (fizyczna granica plastyczności σ t lub warunkowa σ 0,2, wytrzymałość na rozciąganie σ v) wykorzystuje się wyniki badań kontrolnych, zwanych populacjami ogólnymi.
- Zgodność właściwości mechanicznych wyrobów walcowanych z wymaganiami dokumentacji regulacyjnej i technicznej określa się na podstawie statystycznego przetwarzania wyników badań stanowiących próbę z populacji ogólnej. Wszystkie ustalenia, wyniki i wnioski wyciągnięte z próby dotyczą całej populacji.
- Próbka to zestaw wyników testów kontrolnych, które tworzą tablicę informacyjną do przetworzenia.
Próbka obejmuje wyniki badań odbiorczych wyrobów walcowanych tej samej klasy, jednego gatunku i metody wytapiania, walcowanych w jeden lub grupę o podobnych rozmiarach profili.
Wielkie ilości S określone zgodnie z dokumentacją regulacyjną i techniczną.
Minimalna wartość S 0 równa się 1.
Gdzie X ja br - wartość odrzucenia σ t (σ 0,2) i σ in, określona w odpowiedniej dokumentacji regulacyjnej i technicznej.
(Wprowadzono dodatkowo zmianę nr 3).
DANE INFORMACYJNE
- OPRACOWANE I WPROWADZONE przez Ministerstwo Metalurgii Żelaza ZSRR, Gosstroya ZSRR
- ZATWIERDZONE I WEJŚCIE W ŻYCIE Dekretem Państwowego Komitetu ds. Standardów ZSRR z dnia 17 grudnia. Nr 4800
- ZAMIAST GOST 5.1459-72, GOST 5781-75
- DOKUMENTY REGULACYJNE I TECHNICZNE
| Oznaczenie ITD, dla którego jest podane połączyć |
Numer przedmiotu | Oznaczenie ITD, o którym mowa | Numer przedmiotu |
| GOST 380-94 | 2.3, 2.4 | GOST 12348-78 | 4.1 |
| GOST 2590-88 | 1.6 | GOST 12350-78 | 4.1 |
| GOST 7564-97 | 4.5 | GOST 12352-81 | 4.1 |
| GOST 7565-81 | 3.4 | GOST 12355-78 | 4.1 |
| GOST 7566-94 | 3.2, 3.6, 5.1 | GOST 12356-81 | 4.1 |
| GOST 9454-78 | 4.8 | GOST 14019-2003 | 4.7 |
| GOST 12004-81 | 4.6 | GOST 18895-97 | 4.1 |
| GOST 12344-2003 | 4.1 | OST 14-34-78 | Załącznik 2 |
- Okres ważności został zniesiony zgodnie z Protokołem nr 3-93 Międzystanowej Rady ds. Normalizacji, Metrologii i Certyfikacji (IUS 5-6-93)
- WYDANIE (listopad 2005) ze zmianami nr 1, 2, 3, 4, 5, zatwierdzone w lutym 1984, czerwcu 1987, grudniu 1987, październiku 1989, grudniu 1990 (5-84, 11-87, 3-88, 1- 90, 3-91).

Zbrojenie walcowane klasy A400 nr 10 w kręgach St25G2S, St35GS
Informacje ogólne
Marka (typ) St25G2S
GOST, TU TU 14-1-5579-2009
Kod OKP 093311
Charakterystyka
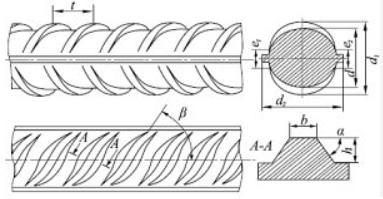
Dane techniczne Średnica nominalna - 10 mm. Nominalna powierzchnia przekroju - 78,5 mm2. Waga 1 m - 0,616 kg. Dopuszczalne odchyłki masy +5/-6%. Średnica rdzenia, d - 9,5 mm. Wysokość żebra, h - nie mniej niż 0,8 mm. Całkowite wymiary przekroju poprzecznego d1 i d2 - 11,5 mm. Podziałka żeber poprzecznych, t - 7 mm. Szerokość żebra poprzecznego, b - 1 mm. Kąt nachylenia powierzchni bocznych żeber poprzecznych alfa - nie mniejszy niż 45°. Kąt nachylenia żeber poprzecznych, betta1 - 40-45°, betta2 - 55-60°, betta3 - 40-60°.
Opis Pręty zbrojeniowe walcowane na gorąco o profilu okresowym klasy A400. Stal gatunku 25G2S z dodatkiem środków chemicznych. skład zgodny z GOST 5781. Produkowany w motkach. Można stosować razem z prętami zbrojeniowymi klasy A III (A400) zgodnie z GOST 5781 i zamiast nich.
Zbrojenie walcowane klasy A500C nr 10 w kręgach St3ps
Informacje ogólne
Marka (typ) St3ps
GOST, TU TU 14-1-5580-2009
Producenci OJSC „Wyroby metalowe i zakłady metalurgiczne Nizhneserginsky”
Kod OKP 093311
Charakterystyka
Opis Zbrojenie walcowane, profil okresowy spawany klasy A500C. Stal gatunku 3sp. Wykonane w motkach. Można stosować razem z prętami zbrojeniowymi klasy A III (A400) zgodnie z GOST 5781 i zamiast nich.
Przeznaczenie Stosowany do wzmacniania konstrukcji konwencjonalnych i sprężonych.
Informacje ogólne
Marka (typ) St3sp/3ps
GOST, TU TU 14-1-5570-2008
Producenci OJSC „Wyroby metalowe i zakłady metalurgiczne Nizhneserginsky”
Kod OKP 093311
Charakterystyka
Dane techniczne Średnica nominalna - 10 mm. Nominalna powierzchnia przekroju - 78,5 mm2. Waga 1 m - 0,616 kg. Dopuszczalne odchyłki masy +5/-6%. Średnica rdzenia, d - 9,5 mm. Wysokość żebra, h - nie mniej niż 0,8 mm. Całkowite wymiary przekroju poprzecznego d1 i d2 - 11,5 mm. Skok żeber, t - 7 mm. Szerokość żebra poprzecznego, b - 1 mm. Kąt nachylenia powierzchni bocznych żeber poprzecznych alfa - nie mniejszy niż 45°. Kąt nachylenia żeber poprzecznych, betta, wynosi 40-60°.
Opis Zbrojenie walcowane, profil okresowy spawany klasy A500C. Gatunki stali St3sp, St3ps. Produkowane w prętach. Można stosować razem z prętami zbrojeniowymi klasy A III (A400) zgodnie z GOST 5781 i zamiast nich.
Przeznaczenie Stosowany do wzmacniania konstrukcji konwencjonalnych i sprężonych.
Zbrojenie walcowane klasy B500S nr 10
Informacje ogólne
GOST, TU GOST 52544-2006, TU 14-1-5524-2005 ze zmianami. 1
Producenci LLC „Verkhnevolzhsky Service Metal-Center”
Kod OKP 122420
Charakterystyka
Dane techniczne Średnica nominalna - 10 mm. Nominalna powierzchnia przekroju - 78,5 mm2. Waga 1 m - 0,616 kg. Dopuszczalne odchyłki wagowe ±4,5%.
Zastosowanie Przeznaczony do wzmacniania konstrukcji żelbetowych oraz do produkcji zgrzewanej siatki zbrojeniowej.
Opis Odkształcalne na zimno, spawalne wyroby walcowane o profilu okresowym w klasie wytrzymałości B500C w kręgach i prętach. Walcowany profil okresowy - pręt, na powierzchni którego równomiernie rozmieszczone są trzy rzędy poprzecznych żeber, nachylonych do osi podłużnej pręta. Wyroby walcowane wykonane są z walcówki walcowanej na gorąco lub wzmocnionej termomechanicznie ze stali węglowej zwykłej jakości zgodnie z GOST 380, konstrukcyjnej wysokiej jakości stali węglowej zgodnie z GOST 1050 lub ze stali według innych norm według uznania producenta.

Pręty zbrojeniowe walcowane o profilu okresowym, wzmacniane termomechanicznie nr 10 klasa A400S, nr 10 klasa A500S St3ps
Informacje ogólne
Marka (typ) St3ps
GOST, TU STO ASCHM 7-93
Producenci OJSC „Magnitogorsk Iron and Steel Works”
Kod OKP 0908321001-002
Charakterystyka
Charakterystyka techniczna Średnica nominalna walcowanego produktu wynosi 10 mm. Pole przekroju - 78,3 mm2. Waga 1 m - 0,617 kg. Dopuszczalne odchyłki wagowe ±5%.
Zakres stosowania Przeznaczony do wzmacniania konstrukcji żelbetowych konwencjonalnych i sprężonych.
Opis Walcowany, utwardzany termomechanicznie profil okresowy z żebrami poprzecznymi w kształcie półksiężyca, które nie przecinają się z żebrami wzdłużnymi. Stal zbrojeniowa klasy A500S, stal gatunku St3ps zgodnie z GOST 380-94. Produkowane w postaci prętów lub cewek (wg uzgodnień).
Walcowane zbrojenie spawalne z profilu okresowego nr 10 w klasie A500S St3Gps
Informacje ogólne
Marka (typ) St3Gps
GOST, TU GOST R 52544-2006
Charakterystyka
Dane techniczne Średnica nominalna - 10 mm. Pole przekroju - 0,785 cm2. Waga 1 m - 0,616 kg. Dopuszczalne odchylenie od nominalnego pola przekroju poprzecznego i masy odcinka 1 m wynosi ±5%. Wysokość żeber poprzecznych h jest nie mniejsza niż 0,8 mm. Skok żeber poprzecznych t wynosi 6 mm. Szerokość żeber poprzecznych, b - 1,0 mm. Owalność, d1, d2 - 11,5 mm. Kąt nachylenia bocznej powierzchni żebra (alfa) nie przekracza 45°. Kąt nachylenia żeber poprzecznych (betta) wynosi 45°-60°.
Opis Walcowane, spawane pręty zbrojeniowe o profilu okresowym. Pręt zbrojeniowy klasy A500C, stal gatunku 3Gps. Wykonane w zwojach lub prętach. Długość od 6 do 12 m.

Stal zbrojeniowa nr 10 klasy A-III St35GS, St25G2S
Informacje ogólne
Marka (typ) St35GS
GOST, TU GOST 5781-82
Producenci OJSC „Zachodnio-Syberyjski Zakład Metalurgiczny”, OJSC „Magnitogorsk Iron and Steel Works”, ChMK, Severstal, Chusovsky Iron and Steel Works
Kod OKP 0933130004
Charakterystyka
Opis Stal okrągła walcowana na gorąco o profilu okresowym. Klasa wzmocnienia stal AI II (A400), gatunek stali 35GS zgodnie z GOST 5781-82. Wykonane w motkach lub prętach.

Informacje ogólne
Marka (typ) 25G2S
GOST, TU GOST 10884-94
Producenci OJSC „Wyroby metalowe i zakłady metalurgiczne Nizhneserginsky”
Kod OKP 0908341001-002
Charakterystyka
Dane techniczne Średnica nominalna (numer profilu) - 10 mm. Nominalna powierzchnia przekroju - 78,5 mm2. Waga 1 m - 0,616 kg. Dopuszczalne odchyłki masy +5/-6%. Średnica rdzenia, d - 9,5 mm. Wysokość występów poprzecznych, h - nie mniej niż 0,8 mm. Całkowite wymiary przekroju poprzecznego d1 i d2 - 11,5 mm. Skok występów poprzecznych, t - 7 mm. Szerokość występu poprzecznego, b - 1,0 mm. Kąt nachylenia bocznych powierzchni występów poprzecznych alfa - 30-45°. Kąt pomiędzy występami poprzecznymi a osią wzdłużną pręta wynosi 45°, przy czym podany kąt może wynosić od 35 do 70°.
Opis Stal zbrojeniowa wzmocniona termomechanicznie profilem okresowym o średnicy 10 mm. Klasa wytrzymałości stali zbrojeniowej At800. Gatunek stali 25G2S. Produkowane w formie prętów.
Przeznaczenie Przeznaczony do wzmacniania konstrukcji żelbetowych.
Stal zbrojeniowa o profilu okresowym nr 10 klasa A400S, nr 10 klasa A500S
Informacje ogólne
GOST, TU TU 14-1-5254-94
Producenci JSC „Zachodnio-Syberyjski Zakład Metalurgiczny”
Kod OKP 0908321001-002
Charakterystyka
Opis Wynajem profili okresowych. Stal zbrojeniowa klasy A400C, wykonana ze stali gatunku St3 zgodnie z GOST 380-05. Produkowana jest w prętach o długości od 6 do 12 m. Może być stosowana zamiast stali zbrojeniowej klasy A-III.
Przeznaczenie Przeznaczony do wzmacniania konstrukcji żelbetowych konwencjonalnych i sprężonych.
Stal zbrojeniowa wzmacniana termomechanicznie nr 10 klasy At800 St28S
Informacje ogólne
Marka (typ) St28S
GOST, TU GOST 10884-94
Producenci OJSC „Zachodnio-Syberyjski Zakład Metalurgiczny”, ChMK, Magnitogorsk Iron and Steel Works
Kod OKP 0908341001-001
Charakterystyka
Charakterystyka techniczna Średnica nominalna stali zbrojeniowej (numer profilu) - 10 mm. d - 9,5 mm. Wysokość występów poprzecznych h jest nie mniejsza niż 0,8 mm. d1 - 11,5 mm. Skok poprzecznych występów wynosi t - 7 mm.
Opis Stal zbrojeniowa wzmocniona termomechanicznie profilem okresowym. Klasa wytrzymałości stali zbrojeniowej At800, gatunek stali 28C. Produkowany jest w postaci prętów o długości od 5,3 do 13,5 m.
Przeznaczenie Przeznaczony do wzmacniania konstrukcji żelbetowych.

Stal walcowana na gorąco klasy A-I (A240) nr 10 St3ps/3sp
Informacje ogólne
Marka (typ) St3ps/3sp
GOST, TU GOST 5781-82
Producenci ZSMK, ChMK, Severstal, OJSC Magnitogorsk Iron and Steel Works, OJSC Nizhneserginsky Hardware and Metallurgical Plant
Kod OKP 0933110004
Charakterystyka
Dane techniczne Numer profilu (średnica nominalna) - 10 mm. Pole przekroju - 0,785 cm2. Waga 1 m - 0,617 kg. Maksymalne odchyłki masy +5,0/-6,0%.
Opis Stal walcowana na gorąco o gładkim profilu. Stal zbrojeniowa klasy A-I (A240). Gatunek stali St3ps, St3sp zgodnie z GOST 380-05. Wykonane w motkach lub prętach. Pręty produkowane są o długości od 6 do 12 m.
Przeznaczenie Przeznaczony do wzmacniania konstrukcji żelbetowych konwencjonalnych i sprężonych.
Z:
Zbrojenie to jedna z najpopularniejszych kategorii wyrobów walcowanych w budownictwie. Stosowany jest jako podkład pod wszystkie bez wyjątku kategorie konstrukcji żelbetowych, do budowy lekkich płyt gipsowo-kartonowych lub innych podobnych przegród, a także do poprawy właściwości betonu. Służy również do budowy lekkich małych konstrukcji (na przykład takich jak szklarnie).
Aby prawidłowo używać tych produktów, bardzo ważne jest zrozumienie, jakie rodzaje produktów istnieją zgodnie z normą regulacyjną, w jaki sposób są oznaczone, a także do jakich celów są używane zgodnie z tym samym oznakowaniem.
1 Charakterystyka techniczna okuć
Pod okucia łączy się dość szeroką grupę produktów, łącząc pręty z wycięciami, a także różne rodzaje profile.
Do jego produkcji wykorzystuje się stal walcowaną na gorąco, w której zawarta jest zawartość węgla obowiązkowy powinien wynosić poniżej 0,22%.
Zgodnie z aktualnym GOST 5781 82 do tego celu stosuje się następujące rodzaje stali: 35GS, A500 S, AT800, a także 400 i A400S. Zgodnie z tą samą normą 5781 82 wymagania dotyczące powstałych produktów obejmują:
- Odporność korozyjna wszystkich elementów produkowanych w tym segmencie.
- Zwiększona wytrzymałość, przede wszystkim na obciążenia mechaniczne.
- Niski poziom rozszerzalności w betonie.
- Dobra spawalność dla wszystkich gatunków stali, łącznie z A500.
- Wytrzymałość, a także zwiększona sztywność przyczepności do betonu, ponieważ jest to jedyny sposób można osiągnąć pożądany poziom bezpieczeństwa konstrukcji, przewidziane w obowiązujących standardach na lata 2006 i 2012.
Zbrojenie wskazane na rysunkach, w tym typ A500 wykonane ze stali zgodnie z GOST 5781 82, jest dodatkowo podzielone na ogromną liczbę elementów.
![]()
Według normy z 2006 i 2012 roku są to m.in.:
- sztywne: narożniki, ceowniki, dwuteowniki;
- elastyczne: zgrzewane, dziane siatki wzmacniające, ramy, pręty profilowane gładkie i okresowe.
Podobnie jak inne rodzaje produktów, okucia dzielą się na różne klasy zgodnie z ich właściwościami technicznymi. Zachęcamy do dokładniejszego ich rozważenia.
1.1 Klasy materiałów według norm
Obecny GOST 52544 przewiduje oznaczenie kilku klas próbek w zależności od właściwości technicznych elementów w nich zawartych.
Należą do nich następujące popularne typy produktów:
- Wzmocnienie AI (A240) jest typem walcowanym na gorąco, który jest zwykle produkowany w profilu okrągłym. Dostępne zarówno w cewkach, jak i prętach. Brakuje Ci również próbek o średnicy 6-40 mm.
- Okucia AI (A400). Jeden z najpopularniejszych rodzajów kształtek produkowanych ze stali w gatunkach 35GS i stali 25G2S. Stosowany jest szczególnie w konstrukcjach z dużą warstwą ochronną z betonu. Zwykle wytwarza się go metodą ciągnienia na zimno. Wyroby tego typu produkowane są w średnicach od 6 mm do 40 m. Przeważnie mają profil falisty. Znajduje zastosowanie w niemal wszystkich gałęziach budownictwa.
- Wzmocnienie A-I (A800) to wzmocnienie faliste, które również uległo zagęszczeniu podczas obróbki.
Norma zawiera także wymagania techniczne dla mniej popularnych klas: A300 i A600.
Ponadto obecnie produkowana jest próbka A500 C (nie mylić z oznaczeniem A500), która nie ma analogii zgodnie z GOST 52544.

Wykonany jest z tańszej stali węglowej. Jednak popularność ten typ cieszy się dużymi możliwościami spawalniczymi i niską ceną.
Z reguły zawiera znak wskazujący, że został wyprodukowany nie według obowiązującej normy państwowej, ale zgodnie ze specyfikacjami technicznymi.
2 Oznaczenie materiałów zgodnie z GOST 52544 z 2006 r
Obowiązująca norma z 2006 roku przewiduje podział i odpowiednie oznakowanie wyrobów ze względu na rodzaj wydania. Są one oznaczone w następujący sposób:
- A500 – wyroby walcowane na gorąco, które nie zostały następnie poddane dodatkowej obróbce lub zostały wzmocnione w procesie walcowania;
- B500 – produkty tłoczone na zimno.
Również w etykietowaniu produktów dowolnej kategorii, w tym A500, Mogą również występować następujące symbole:
- C to oznaczenie umieszczane zwykle po numerze klasy i wskazuje, że proponowaną próbkę można spawać metodą spawania elektrycznego;
- K – oznaczenie podawane bezpośrednio w oznakowaniu klasy. Wskazuje, że wybrany rodzaj produktu posiada podwyższoną odporność na korozję pod wpływem dodatkowych obciążeń mechanicznych.
Do jakiej klasy należy wybrana przez Ciebie próbka, możesz dowiedzieć się także czytając oznaczenie stali specjalnej.
Przeczytaj także: o zastosowaniu obejm plastikowych do łączenia prętów zbrojeniowych.
Musi zawierać średnicę nominalną, klasę wytrzymałości, na przykład A500, specjalną Charakterystyka wydajności(na przykład oznaczenie K lub C).

Dopuszczalny jest pewien błąd we wskazywaniu tych parametrów, ale nie może on być większy niż +9% lub -7% zgodnie z GOST 52544 na rok 2006.
Ponadto etykieta każdego konkretnego rodzaju produktu powinna wskazywać firmę produkującą wybrany rodzaj produktu.
GOST 52544 na rok 2006 określa również masę i wymiary przekroju poprzecznego próbek wszystkich prezentowanych klas, z wyjątkiem A500 C. Jeśli wybrany produkt różni się od tej wartości, nie zaleca się jego stosowania, szczególnie do potrzeb konstrukcyjnych, ponieważ powstały projekt nie będzie spełniał ustalonych właściwości technicznych.
Jeśli chodzi o niestandardowe, ale dopuszczalne typy oznaczeń zgodnie z GOST 52544 z 2006 r., obejmują one te, które są grawerowane na produktach za pomocą pogrubionych poprzecznych pasków. W ten sposób można wskazać numer przedsiębiorstwa, które wyprodukowało tego typu produkt.
Można zastosować także inne możliwości oznakowania próbek A500, które są uzgadniane z konsumentem przez poszczególnych producentów tych produktów.
Nie powinny one jednak mieć wpływu na jakość wypuszczanych produktów.
2.1 Bezpośrednie znakowanie próbek zgodnie z GOST 31938 z 2012 r
Oprócz wyżej wymienionych rodzajów materiałów istnieje również szereg próbek, których produkcja jest regulowana przez GOST 31938 już od 2012 roku.

Norma ta łączy w sobie włókno szklane (więcej na temat produkcji zbrojenia z włókna szklanego można przeczytać) i inne rodzaje wzmocnień kompozytowych. GOST 31938, wydany w 2012 roku, zapewnia następujące oznaczenia materiałów:
- ASK – typ z kompozytu szklanego.
- AUK – kompozyt węglowy.
- ACC – kompozyt kombinowany.
- ABK – kompozyt bazaltowy.
- AAK – kompozyt aramidolowy.
